

-

منتجات
يمكن تصنيع 26 سلسلة من المنتجات ، بما في ذلك مضخات الدوران لمحطات الكهرباء الكبيرة ، ومضخات التكثيف لمحطات الكهرباء الكبيرة ، ومضخات البتروكيماويات ، ومضخات متعددة المراحل ، ومضخات المياه المتبقية والطين ، ومضخات متعددة المراحل المتوازنة ذاتيا ، ومضخات الامتصاص المزدوجة ومرحلة واحدة من نوع تقسيم ، ومضخات الامتصاص الطرد المركزي المرحلة البسيطة والوحيدة
-

قضايا
اختيار أكثر من مئات الآلاف من العملاء ، تغطي صناعات مثل تعدين الكربون والمعادن والكيمياء والطاقة والموارد المائية والأغذية والبلديات وحماية البيئة ، وتصدير إلى جنوب شرق آسيا وأفريقيا وأمريكا وأماكن أخرى.
-

خدمة
كانت الشركة الأولى في الصناعة التي حصلت على الشهادات الدولية لنظام الجودة ISO 9001: 2008 ونظام الإدارة البيئية ISO 14001 ونظام إدارة السلامة والصحة المهنية GB / T 28001 بالإضافة إلى شهادة API 610 من الجمعية الأمريكية للبترول.
-

معلومات عنا
الشركة، التي تأسست في عام 1989، هي شركة وطنية متكاملة للتكنولوجيا العالية تدمج التصميم والبحث والتطوير والتصنيع والخدمات؛ حاليا هي شركة رئيسية في الصناعة الصينية للمضخات الطرد المركزي وواحدة من المصانع الكبيرة المتخصصة.
-

مدونات
مع منتجات مبتكرة وجودة استثنائية وخدمات متكاملة ، نسعى للحقيقة والعملية ، ونتقدم بمبادرة ، ونسعى لتحقيق الهدف من أن نكون "العلامة التجارية الرائدة في مجال تطبيق المضخات الطرد المركزي في البلاد"! جاذبة في هونان، موجهة إلى جميع أنحاء البلاد والعالم!
الحل التقني لمشكلة الشوائب في فراغ الحشوة بمضخات الطرد المركزي متعددة المراحل
تاريخ النشر:
2026-03-28
المؤلف:
المصدر:





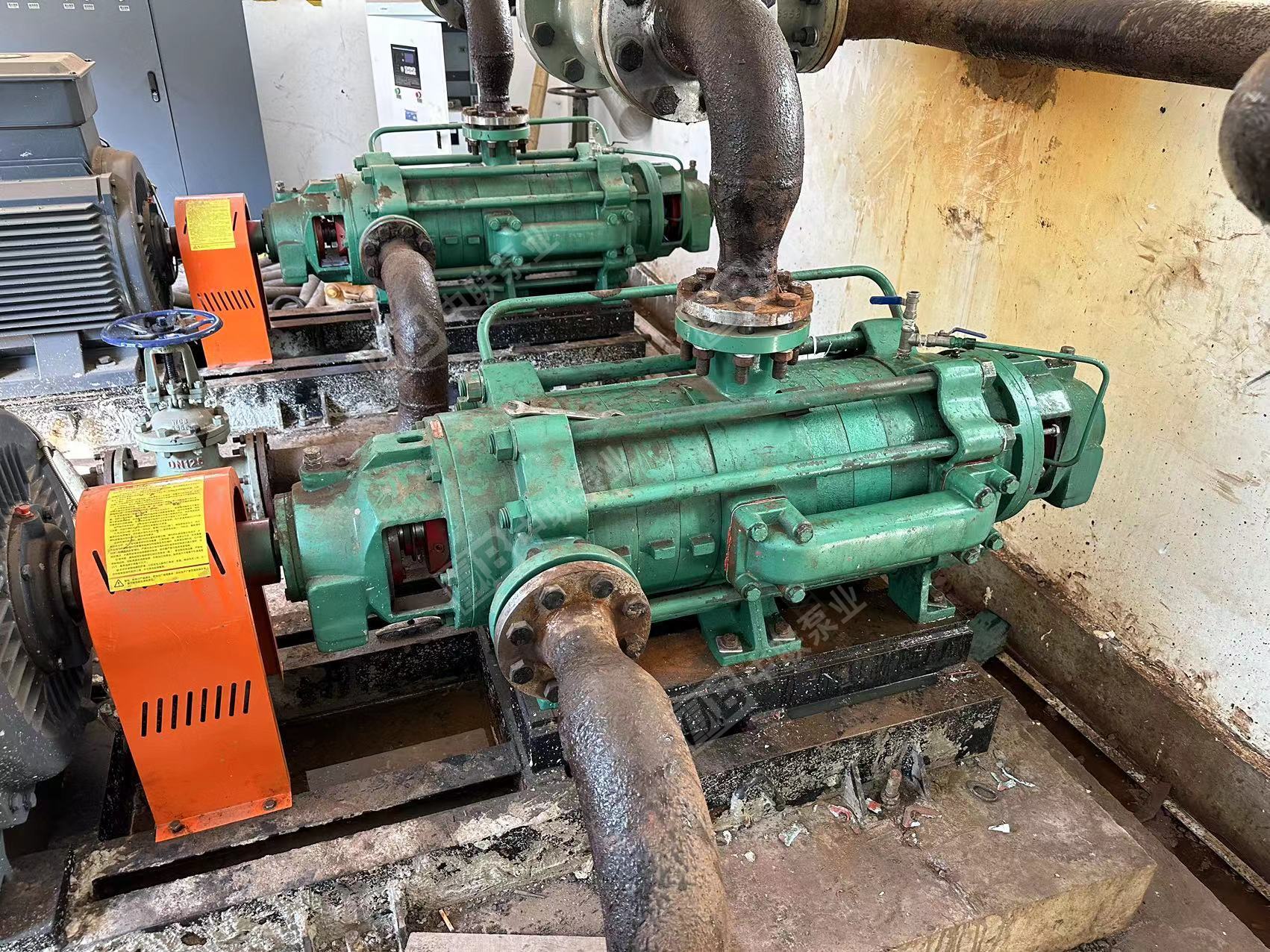
تحليل مشكلة تراكم الشوائب في حجرة الحشوة بمضخات الطرد المركزي متعددة المراحل التابعة لشركة تشانغشا تشونغلين للضخ
تُستخدم في مضخات الطرد المركزي متعددة المراحل، وفقًا لظروف التشغيل المختلفة، إما طريقة الختم بالحشوة أو طريقة الختم الميكانيكي؛ وفي حالة نقل السوائل المحتوية على جسيمات، يُلاحظ بسهولة ترسب الشوائب في منطقة غلاف الحشوة. وفي هذا البحث، المضخة الطاردة المركزية المصنع المُصنِّع تشانغشا تشونغليان لصناعة المضخات سيتم، من منظورين متزامنين هما الديناميكا المائية والتصميم الميكانيكي، إجراء تحليل منهجي لأسباب تراكم الشوائب في فراغات الحشوة بمضخات الطرد المركزي متعددة المراحل، بالإضافة إلى طرح الحلول المناسبة، وذلك كمرجع لجهات الاستخدام.
أولاً: دخول الشوائب الناجم عن العوامل البيئية
في البيئات الصناعية التي يتجاوز فيها تركيز الغبار 5 ملليغرامات لكل متر مكعب (مثل تصريف المياه في المناجم ونقل المواد الكيميائية الخام)، تُحمل جزيئات الغبار المتطايرة في السائل (بحجم جسيمات أقل من 50 ميكرومتراً) مع الوسط إلى داخل غرفة المضخة. ووفقاً للمعيار الوطني الصيني GB/T3215-2016 «طرق اختبار المضخات الطاردة المركزية، والمضخات المختلطة التدفق، والمضخات ذات التدفق المحوري»، عندما يزيد محتوى المواد الصلبة في الوسط عن 0.1%، يسهل تكوّن تراكمات للشوائب عند حجرة الحشوة. وتنصح شركة تشانغشا تشونغليان للمضخات بتركيب شبكة تصفية عند مدخل المضخة (بدقة لا تقل عن 80 شبكة)، بالتزامن مع معالجة أولية باستخدام فاصل دوامي، مما يسهم في خفض كمية دخول الشوائب إلى المضخة بنسبة تفوق 60%.
ثانياً: مشكلة تعطّل نظام الحشوة ذاته
1. تدهور المواد: في الظروف التشغيلية التي تتجاوز فيها درجة الحرارة 120 درجة مئوية، مثل مضخات تدوير الزيت الساخن، يؤدي عدم كفاية درجة مقاومة الحرارة لحشوة مطاط النتريل إلى فشل الختم، مما يسمح بتسرب الشوائب عبر الشقوق. وتنصح شركة تشانغشا تشونغليان للمضخات باستخدام حشوة مركبة على شكل حرف V من المطاط الفلوري، التي تتميز بمدى مقاومة حرارة يتراوح بين −20 درجة مئوية و200 درجة مئوية، وبمعدل ارتداد عند الضغط يصل إلى 92%، ما يُمكن من إطالة فترة عمل الختم الفعّال إلى أكثر من 12 شهرًا.
2. الانحراف الهندسي: عند التركيب، إذا تجاوزت الفجوة بين حلقات الحشوة 0.3 ملم (القيمة القياسية 0.15 ± 0.05 ملم)، سيتشكل منطقة ترسب دوامي. ووفقاً للمعيار ISO 13709 «نظام ختم عمود المضخة»، يُوصَى باستخدام مفتاح عزم لتشديد غطاء الضغط بشكل متقاطع بعزم 50 نيوتن·متر، وذلك لضمان توزيع التحميل بشكل متساوٍ في الاتجاه الشعاعي على الحشوة.
ثالثًا: معايير مراقبة جودة السوائل
عندما يتجاوز محتوى المواد الصلبة في وسط النقل 0.05%، يتعيّن إجراء معالجة مسبقة: طريقة الترسيب بالجاذبية: تُطبَّق على الوسائط التي يزيد كثافة جسيماتها عن 2.5 غرام/سم³، حيث يُركَّب حوض ترسيب ذو ألواح مائلة قبل المضخة (مع زمن بقاء لا يقل عن 30 دقيقة)؛ مطابقة دقة الترشيح: يشتمل نظام الترشيح الثلاثي المزوّد به مصنع تشانغشا تشونغليان للمضخات (شبكات ترشيح بمقاسات 100 شبكة + 50 شبكة + 20 شبكة)، وهو قادر على حجز أكثر من 95% من الشوائب العالقة.
رابعاً: المواصفات الفنية للصيانة والإدارة
1. الفحص اليومي: فحص درجة حرارة غلاف الحشوة أسبوعياً (القيمة الطبيعية ≤65℃)، ويُستخدَم مقياس الحرارة بالأشعة تحت الحمراء؛ وفي حال تجاوز فرق درجة الحرارة بين المقياس ودرجة الحرارة المحيطة 20℃، يجب إيقاف الجهاز لإجراء الفحص.
2. عملية التنظيف: أثناء الفك والصيانة، يتم استخدام جهاز تنظيف بالموجات فوق الصوتية (بتردد 40 كيلوهرتز) لتنظيف حوض الحشوة، مع استخدام منظار داخلي لفحص مقدار التآكل على الجدار الداخلي؛ وفي حال تجاوز عمق التآكل 0.5 ملم، يتم استبدال غلاف الدفاعة.
3. الخطة البديلة: بالنسبة للسيناريوهات الحرجة مثل معالجة مياه الصرف الصحي البلدية، يُنصح بتركيب نظام تبديل بين مضختين، بحيث تُستَغَل فترات تشغيل المضخة الاحتياطية لإنجاز أعمال التنظيف.
خامسًا: حالات نموذجية لتشخيص الأعطال
تسبّبت الشوائب المتراكمة بين مواد الحشوة في مضخة متعددة المراحل من النوع D التابعة لشركة تشانغشا تشونغليان للضخ، والتي تستخدمها إحدى الشركات الكيميائية، في انخفاض رأس الضخ بنسبة 15%. وقد تم حلّ هذه المشكلة من خلال اتباع الخطوات التالية:
1. عند التفكيك، تبيّن وجود طبقة ترسبات من كربونات الكالسيوم بسماكة 3.2 ملم داخل غطاء الحشوة؛
2. استبدال حشوة المطاط الفلوري مع حلقة توجيه من البولي تترافلوروإيثيلين، وضبط قوة الضغط المسبق لغطاء الضغط إلى 0.4 ميجا باسكال؛
3. تم تركيب نظام ترشيح مباشر عند المدخل (بدقة 30 ميكرومتر)، وبعد تشغيله لمدة ثلاثة أشهر استقرت قيم الاهتزاز عند 4.2 ملم/ثانية وفقًا لمعيار ISO 10816-3.
تلتزم شركة تشانغشا تشونغليان لمضخات الوقود دائمًا بمبدأ «الوقاية أولاً، والصيانة الدقيقة»، ومن خلال الابتكارات التقنية مثل تحسين مواد الحشوة (باستخدام هيكل مركب مقوى بألياف الكربون) وتطوير مسار تدفق السوائل عند المدخل (باعتماد دفاعة على شكل حرف S)، تم خفض معدل حدوث تراكم الشوائب بين طبقات الحشوة إلى 0.8 مرة سنويًا لكل جهاز. ويتعيّن على الفنيين إنشاء «سجل إلكتروني لمعايير تشغيل المضخات» يُوثِّق كمية تآكل الحشوة كل مئة ساعة، بما يوفّر الدعم البياناتي للصيانة التنبؤية.
معلومات موصى بها




منتجات ذات صلة
ربما تريد أن تعرف أيضًا؟
صناعة مضخات تشونغليان
العنوان: حماية البيئة الطريق الأوسط ، يوهوا منطقة التنمية الاقتصادية ، وتشانغشا ، وهونان
جميع الحقوق محفوظة © شركة تشانغشا تشونغليان لصناعة المضخات المحدودة.
هذا الموقع يدعم الوصول ثنائي الاتجاه IPv4 و IPv6
بناء الموقع الإلكتروني:تشونغتشي باور تشانغشا